Dopo una vasta ricerca tra le foreste Europee e americane, ci impegniamo nella selezione delle piante migliori per la produzione del tranciato. L’abbattimento degli alberi viene effettuata con l’ottica di dare luce a piante sottostanti, creando un nuovo ciclo di vita sostenibile.
Ciclo di lavorazione tranciati in legno
Selezione del tronco.



Sezionatura e segatura verticale.
La fase iniziale di lavorazione consiste nel sezionare i tronchi a seconda delle lunghezze desiderate. Per esempio, un tronco lungo 12 metri può essere sezionato in 4 parti da 3 metri oppure in 3 parti da 4 metri a seconda delle esigenze della clientela.
Grazie alla nostra supervisione del processo è possibile personalizzare le lunghezze fino a 5 metri. In seguito il tronco viene segato longitudinalmente in 2, 3 o 4 parti, a seconda del tipo di tranciatura e dei disegni che si vogliono ottenere sul legno (rigato, semi-fiammato o fiammato).
Fase di ammollo.
Nella seconda fase i tronchi vengono immersi in grandi vasche piene d’acqua, per poi essere cotti secondo un preciso schema di bollitura.
Ogni specie legnosa ha diverse densità e dunque necessita di un apposito schema di bollitura, che differisce per temperature e tempi di esposizione. Questa fase è molto delicata in quanto una temperatura dell’acqua non adeguata o l’eccessivo tempo in ammollo potrebbero rendere difettoso il materiale o di colore non consono.


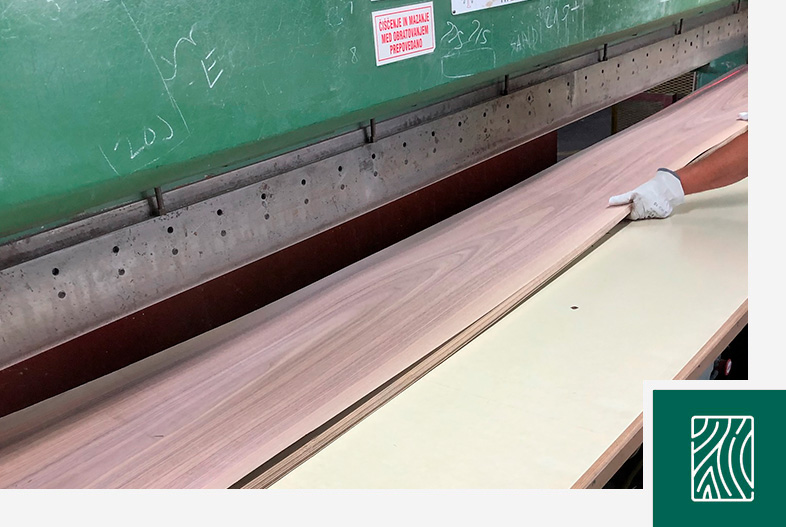
Tranciatura.
Una volta deciso lo spessore dell’impiallacciatura, le varie sezioni del tronco vengono sfogliate mediante vari tipi di tranciatrici. Le tranciatrici possono essere verticali o rotative. La prima viene utilizzata per le sezioni di 1/2 o 1/3 di tronco e ottenere i disegni fiammato e semifiammato, mentre quella rotativa per le sezioni di 1/4 di tronco e ottenere il disegno rigato.
La fase di tranciatura è fondamentale per un’impiallacciatura tecnicamente perfetta, dunque seguiamo la sfogliatura di ogni foglio per garantire l’assenza di falsi spessori o segni dovuti a lame poco affilate. Lo spessore maggiormente tranciato è quello commerciale di 0,56 mm, ma è possibile ottenere su richiesta spessori personalizzati fino a 40 mm.
Essiccatura.
I fogli ottenuti dalla tranciatura vengono sottoposti a un processo di asciugatura mediante l’utilizzo di un essiccatoio stirante. Questo macchinario è dotato di una rete metallica che trasporta il materiale all’interno di esso dove aria ad alte temperature asciuga i piallacci.
Al termine del ciclo di essiccazione, il legno viene esaminato tramite un igrometro per verificare il livello di umidità. Nel caso in cui il materiale non soddisfi gli standard richiesti, viene reinserito nell’essiccatoio per un ulteriore ciclo. La fase di essiccazione riveste un’importanza cruciale nel garantire un materiale di qualità ottimale, pronto per soddisfare le esigenze della nostra clientela.

Rifilatura.
L’ultima fase di lavorazione consiste nel rifilare l’impiallacciatura mediante l’utilizzo di una taglierina longitudinale.
Questa fase è volta a eliminare i difetti del legno come nodi bucati e alburno, così da rendere utilizzabile il prodotto. In questa fase poniamo molta attenzione alle lunghezze e larghezze del tranciato, in modo da soddisfare appieno le esigenze della clientela.
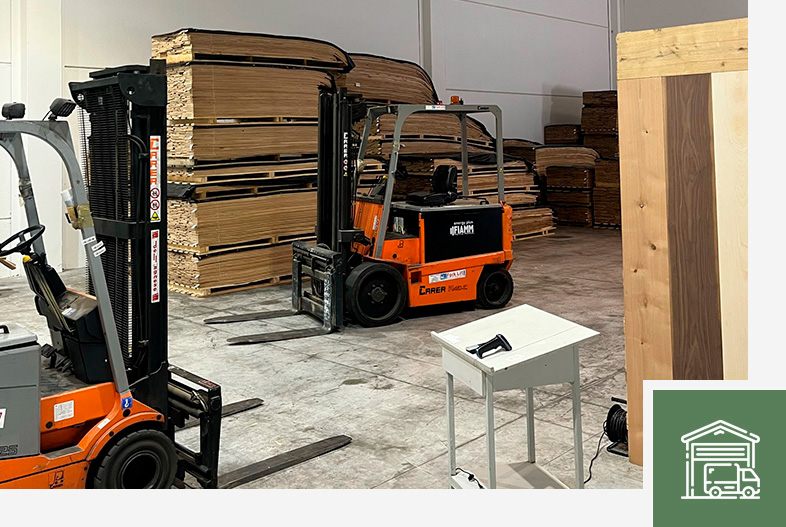
Stoccaggio in magazzino.
Una volta terminata la lavorazione, i tranciati vengono suddivisi e depositati nei nostri magazzini per la successiva selezione e consegna al cliente.
Log Veneers Srl
P. IVA 05290460269
Capitale Sociale €20.000,00 i.v.
privacy | cookies | credits QWeb Agency
Indirizzo
Via Castelfranco Veneto, 81/6
33170 Pordenone (Italy)
Contatti
Tel: + 39 0434.319172
Email: info@logveneers.com

